About us
Our services
Showcase
Careers
Contact us
01432 374 400
01432 374 400
About us
Our services
Showcase
Careers
Contact us
Showcase
Show:
Expertise:
All expertise
Market:
All markets
Crossrail West Outer Electrification Structures
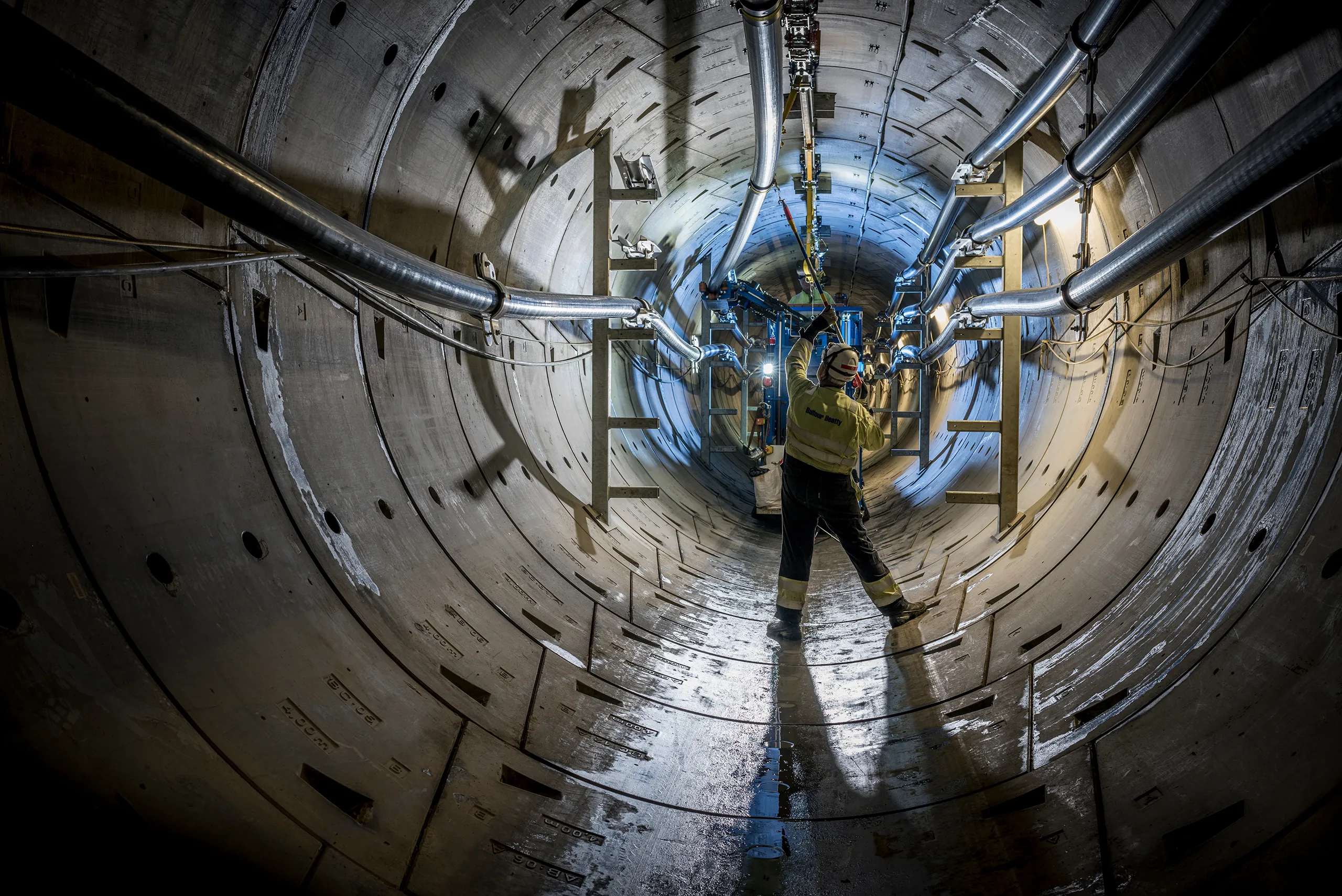
London Power Tunnels
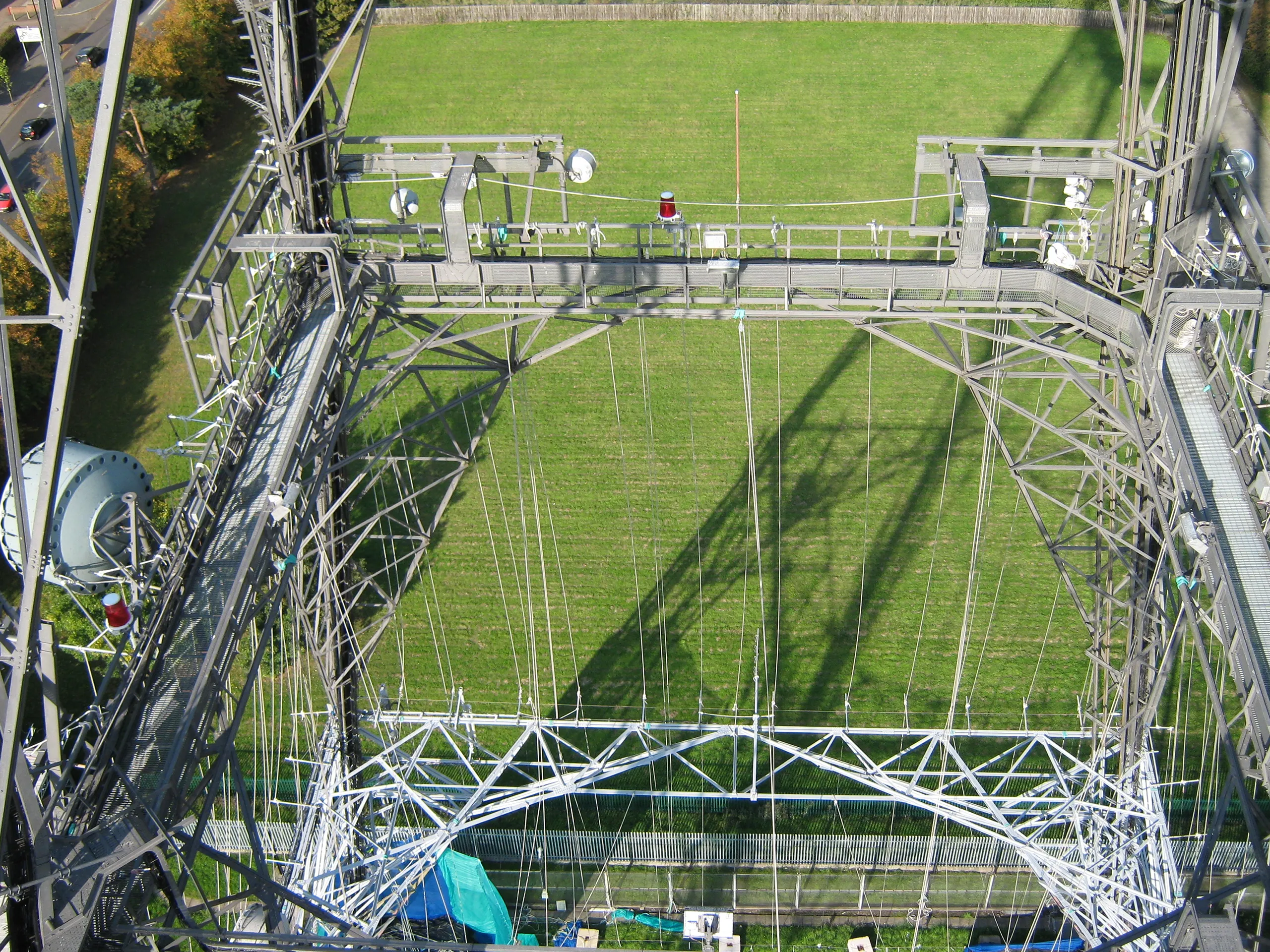
Crystal Palace Television Tower
Beauly Denny 400kV Overhead Line Construction
Skylon
Load more
Share
this page:
Back to top
of the page